Кружок «Умелые руки» время от времени подводит итог проделанной работы, демонстрируя свои изделия на школьных пионерских выставках, Выставляются на выставке и изделия из глины. Лучшие лепные работы следует представить на выставку в гипсе, то-есть в более прочном, долго сохраняющемся материале.
Вылепленные изделия из глины, пластилина, воска обладают рядом недостатков. Так, например, глина, высыхая, трескается, отваливается, уменьшается в объеме. Пластилин и воск от повышенной температуры размягчаются, оплывают и изменяют свою форму. Поэтому вылепленную из глины, пластилина, воска скульптуру следует отлить из другого, более прочного материала — гипса или цемента. Для этого прежде всего следует изготовить черновую форму.
В том случае, когда вылепленную вещь — оригинал — необходимо сделать в нескольких экземплярах, следует изготовить специальную клеевую или кусковую форму. Эта форма и поможет нам отлить необходимое число моделей. Мы расскажем о простейшем изготовлении черновых форм, отливке из них вылепленных изделий, а также о материалах, которые применяются при формовочных работах.
Гипс — тонкомолотый порошок белого цвета — является самым распространенным материалом для отливки вылепленных изделий. Гипс получается из гипсового камня, который обжигают при температуре не свыше 150 градусов. Гипс разделяется на медицинский, формовочный и штукатурный. Медицинский гипс — самый чистый, тонкомолотый и быстросхватывающийся. Формовочный гипс почти такой же чистый и тонкомолотый, но с более медленным сроком схватывания. Начало схватывания — после 4 минут, а конец схватывания — не позднее 20 минут. Штукатурный гипс имеет более крупный помол.
|
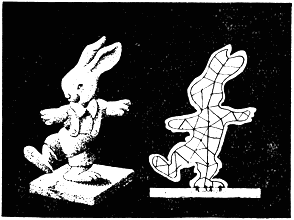
Рис. 242. Модель зайца и устройство каркаса. |
|
Рис. 243. Узбек-художник. Гипс. Яковлев Анатолий. Москва. (VIII Всесоюзная выставка изобразительного творчества детей) |
Что же такое начало и конец схватывания? Для приготовления гипсового раствора (теста) гипсовый порошок смешивают с водой до густоты жидкой сметаны. Начало схватывания определяется тем, когда раствор гипса начинает густеть, а конец схватывания — когда гипс становится твердым, как камень.
От долгого перемешивания гипсовый раствор «отмолодится», то-есть он не будет схватываться, а если и схватится, то образует много трещин и от легкого нажима рассыпается. Поэтому раствор гипса приготовлять надо быстро за 0,5—1,5 минуты, чтобы употребить его до начала схватывания.
Гипс обладает ценными свойствами, но имеет и недостатки. К ценным свойствам относится быстрота схватывания и затвердения, а также то, что гипсовый раствор при твердении увеличивается в объеме до 1 процента. Это дает ему возможность лучше проникать во все рельефы формы. Существенным недостатком гипса является его способность становиться теплым, что отрицательно сказывается на клеевых формах, которые быстро плавятся. Кроме того, гипс коробится.
Для того чтобы замедлить схватывание гипса, его растворяют в клеевой воде (на ведро воды добавляют 3—4 ложки жидкого клея), а чтобы уменьшить коробление — на известковом молоке.
Сушить гипсовые изделия следует не на сквозном ветре, это уменьшит коробление. Температура сушки не должна превышать 60 градусов. От более высокой температуры гипс начинает разлагаться, теряет прочность, на нем образуется много трещин. Гипс хранят в сухом помещении. От длительного хранения, хотя бы и в сухом месте, гипс поглощает влагу из воздуха и перестает схватываться.

|
Рис. 244. Юннаты. Гипс. Лопатина Светлана. Ленинград. (VIII Всесоюзная выставка изобразительного творчества детей.) |
Подмоченный гипс не пригоден для работы, так как он не схватывается. Следует указать на то, что гипсовые изделия хранятся в сухих местах; от сырости и воды они разрушаются.
Формовочный гипс продается в магазинах стройматериалов, а медицинский — в аптеках.
Приготовление гипсового раствора. Гипсовый раствор приготовляют следующим образом: в посуду наливают воду и постепенно всыпают гипс, тщательно его перемешивая. Если в посуду насыпать сначала гипс, а затем добавлять воду, в растворе образуются комки. Для приготовления небольших порций раствора гипс разводят в резиновых чашках-гипсовках, деревянных или металлических ковшах.
Как мы уже говорили, гипс следует размешивать быстро, в течение не более 0,5—1,5 минуты. Гипс схватывается быстрее, если его затворить на теплой воде.
Для работы иногда бывает необходим цветной раствор гипса, называемый цветной оплеской. В этих случаях на ведро воды кладут две столовые ложки какой-либо краски: охры, мумии, синьки. Добавлять краски больше не рекомендуется, так как это понизит прочность гипса.
Кроме гипса, для отливки изделий можно применять цемент.
Цемент — тонкомолотый порошок серозеленого цвета. Он применяется для отливки изделий и изготовления кусковых цементных форм. Получается цемент из камня — мергеля — или искусственной смеси, которая обжигается при температуре 1400 градусов. После обжига смесь перемалывается.
Прочность цемента очень высока. Цементная плитка после полного высыхания выдерживает на 1 квадратный сантиметр на сжатие от 200 до 600 килограммов.

|
Рис. 245. На колхозных полях. Гипс. Лукина Александра, Мадатова Нина, Паль Георгий, Редькина Людмила, Семенов Борис. Ленинград. (VIII Всесоюзная выставка изобразительного творчества детей.) |
Начало схватывания цемента — 30 минут, конец схватывания — 12 часов.
Отлитое из цемента изделие следует выдерживать в форме не менее 5—7 дней, и только после этого можно будет форму расколотить. Хранят цемент в сухом месте. Кроме обычного .цемента серозеленого цвета, имеются цветные цементы: белые, красные, синие, зеленые, желтые и т. д.
Цемент также продается в магазинах стройматериалов.
Приготовление цементного раствора. Для изготовления цементных изделий рекомендуется применять цементный раствор. На одну часть цемента берут две-три части песка и тщательно перемешивают их до получения однородной смеси. Затем смесь затворяют водой до густоты сметаны.
Приготовление клея. Для изготовления клеевых форм применяется клей костяной и мездровый в виде плиток или крупы. Клей в жидком виде, так называемый галерта, для изготовления формы не пригоден. Продается клей в магазинах стройматериалов. Хранить клей следует в сухом месте, так как от сырости он загнивает.
Для изготовления клеевых форм варят клеевую массу. Перед варкой плитки клея раскалывают на кусочки, укладывают в ведро и заливают холодной (лучше кипяченой) водой. Клей должен лежать в воде от 6 до 12 часов, пока не разбухнет и не сделается мягким и эластичным. Разбухший клей вынимают из воды и кладут на фанеру или мешковину на 15—30 минут, чтобы с него стекла лишняя вода. Затем клей варят в металлической посуде, но не непосредственно на огне, а в так называемой водяной бане, то-есть в клеянке, которая состоит из двух сосудов, вставленных один в другой.
В процессе варки клей тщательно перемешивают, разбивая образующиеся комки. Доводить клей до кипения не рекомендуется, потому что он теряет свои клеящие свойства. Если после варки клей окажется чрезмерно густым, его разбавляют горячей водой, но не больше одного стакана воды на ведро клея. Чтобы предупредить загнивание клея в летнее время и устранить запах, на ведро клеевой массы добавляют 5—10 капель уксусной эссенции.
|
Рис. 246. Лесоруб. Гипс. Лашенов Виктор. Москва. (VIII Всесоюзная выставка изобразительного творчества детей.) |
Сваренный клей перед употреблением остужают до 50—60 градусов для того, чтобы он не расплавил и не смыл смазку, нанесенную на модель, а также не пристал к модели. Затем клеевую массу, сняв с нее предварительно образовавшуюся на поверхности пленку, наливают в форму.
Клеевые формы после использования поступают в повторную плавку. Если в процессе многократной переплавки клей загустеет, его разбавляют водой, а для сохранения эластичности в него добавляют глицерина, из расчета на ведро воды — два стакана глицерина.
Квасцы применяются в виде раствора для дубления клеевых форм, так как из дубленой формы можно отлить больше изделий, чем из недубленой. Квасцы алюминиевые или калиевые продаются в аптеках или в магазинах химических товаров.
Раствор квасцов приготовляют так: в железную или эмалированную посуду наливают 1 литр горячей воды и насыпают 300—400 граммов квасцов. Посуду держат на огне до тех пор, пока квасцы растворятся и раствор закипит. Полученный раствор перед применением охлаждают, иначе горячие квасцы могут расплавить клеевую форму.
Тальк — тонкий, жирный на ощупь порошок, получаемый от размола талькового камня. Применяется он как присыпка для обезжиривания клеевых форм перед их дублением. Продается в аптеках или в магазинах химических товаров.
Керосин, мыло, масло и стеарин применяют для приготовления смазок. Смазки необходимы для того, чтобы смазывать ими формы при отливке изделий или смазывать модели перед снятием с них форм. Смазка препятствует склеиванию материалов между собой и способствует тем самым их легкому разъединению.
Смазки могут приготовляться из разных материалов по разным рецептам. Приводим два наиболее простых рецепта приготовления смазок.
Рецепт 1-й. 1 килограмм стеарина плавится при непрерывном помешивании до тех пор, пока он не начинает пузыриться, то-есть вскипать. После этого посуду с расплавленным стеарином снимают с огня и, тщательно помешивая, вливают в него 2—2,5 литра керосина. Затем смеси дают остыть.
Рецепт 2-й. 1 литр керосина смешивают с литром жидкого машинного (гарного) масла. Полученную смесь вливают в 1 килограмм предварительно расплавленного и снятого с огня стеарина и перемешивают. После остывания смазка готова к употреблению.
Для смазывания клеевых форм иногда применяют вазелин, гарное масло, мыльную пену и подсолнечное масло. Масло ложится тонким слоем, не закрывая мелкий рисунок на форме.
Олифа и лаки. Чтобы сделать модели и гипсовые формы водостойкими и гладкими, их покрывают олифой или лаком.
Зная основные материалы для формовки и отливки изделий, необходимо познакомиться с инструментами и приспособлениями.
|
Рис. 247. Юннат. Гипс. Юфа Ирина. Москва. (VIII Всесоюзная выставка изобразительного творчества детей.) |
Для лепных и формовочных работ начинающему скульптору необходимо иметь еще некоторые инструменты.
Лопатки формовочные для приготовления гипсового или цементного раствора необходимо иметь и большие и малые; их нетрудно изготовить самим.
Долота большие и малые, прямые и полукруглые, которые применяются для выравнивания гипсовых плоскостей, прорезания прямых линий и расчистки отлитых изделий.
|
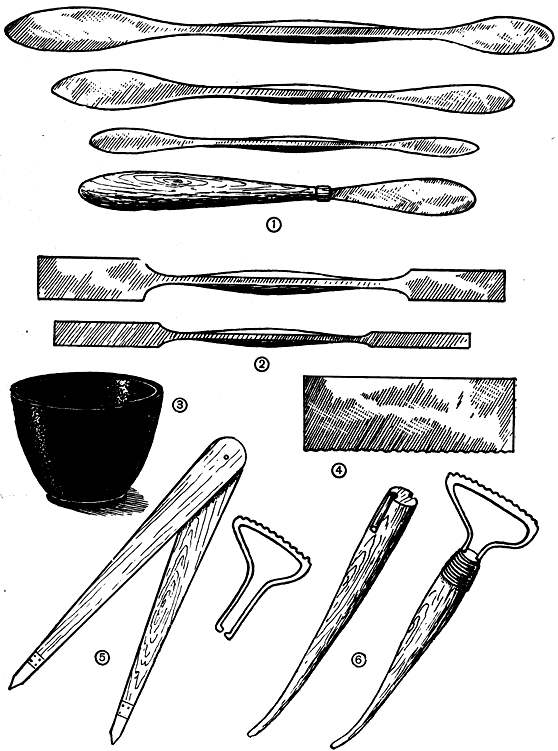
Рис. 248. Инструменты и приспособления, необходимые при лепке: 1 — лопатки формовочные; 2 — долота; 3 — гипсовка; 4 — цикля; 5 — деревянный циркуль; 6 — стек с металлическим наконечником. |
Полукруглые долота применяются для обработки отлитых гипсовых изделий с криволинейными поверхностями.
Цикли — для выравнивания поверхностей у отлитых гипсовых плиток или грунта изделий. Цикля — это металлическая пластинка толщиной 1—1,5 миллиметра, шириной 50—70 миллиметров и длиной 100—150 миллиметров. Одна сторона цикли гладкая, другая имеет мелкие зубчики.
Клещи, зубило, молоток, пилу, ножницы применяют при формовочных работах.
Гипсовки являются незаменимой посудой для приготовления различных, и в частности гипсовых, растворов. Они удобны тем, что затвердевший гипсовый раствор легко удаляется из них от легкого удара. Гипсовки не мнутся и не колются, как другая посуда. Они напоминают собой гипсовые чашечки, изготовленные из черной резины, и продаются в аптеках и магазинах хирургических инструментов.
Если невозможно приобрести гипсовку, то ее можно изготовить из мяча любого размера, разрезав его пополам.
Самую простую форму можно изготовить со своей руки или ноги или с руки товарища. Для этого можно использовать глину. При хорошо выполненной работе форма, изготовленная из глины, может дать хороший отливок, который необходим не только как модель для лепки, но и как наглядное пособие при прохождении анатомии.
До снятия формы надо приготовить не менее полведра мялкой глины. Затем взять лист фанеры или строганую доску, то-есть подставку, смазать ее тонким слоем растительного масла, вазелина или сала. Также следует смазать и руку, с которой будет сниматься форма, но не очень жирно. Затем рука ладонью прижимается к фанере или доске. Пальцы руки в зависимости от желания могут быть сомкнуты или раздвинуты.
На руку накладывают тонкий слой (1 см) глины и плотно приминают его к руке. Затем на руку кладут второй слой глины, также плотно вминают ее. Положив таким образом на руку 2—3 слоя глины общей толщиной 6—7 сантиметров, верх глины выравнивают и кладут на нее подкладку, доску или фанеру, поддерживая ее. Потом руку с наложенной на нее глиной перевертывают так, чтобы подкладка оказалась внизу. Далее подставку, оказавшуюся наверху, снимают с руки, а руку осторожно вынимают из глины. Форма для отливки одного слепка руки готова.
Качество изготовленной формы зависит от тщательности укладки и толщины слоя наложенной глины. Чем толще слой глины, тем лучше и прочнее форма. Тонкие стенки формы не имеют достаточной жесткости, они расширяются от тяжести налитого гипсового раствора, и отливаемый слепок искажается.
Перед отливкой форму следует хорошо смочить водой, брызгая ее изо рта или пульверизатора. Когда форма готова, приготовляют гипсовый раствор (раствор должен быть не гуще сметаны) с таким расчетом, чтобы им можно было полностью залить форму. Гипс следует лить постепенно, начиная с самой высокой части формы, откуда он будет стекать и заполнять всю форму, вытесняя имеющийся в выемках воздух. Через 30—40 минут гипс настолько схватится, что с него можно будет осторожно снять глину. Отливок следует затем хорошо расчистить и исправить все дефекты.
|
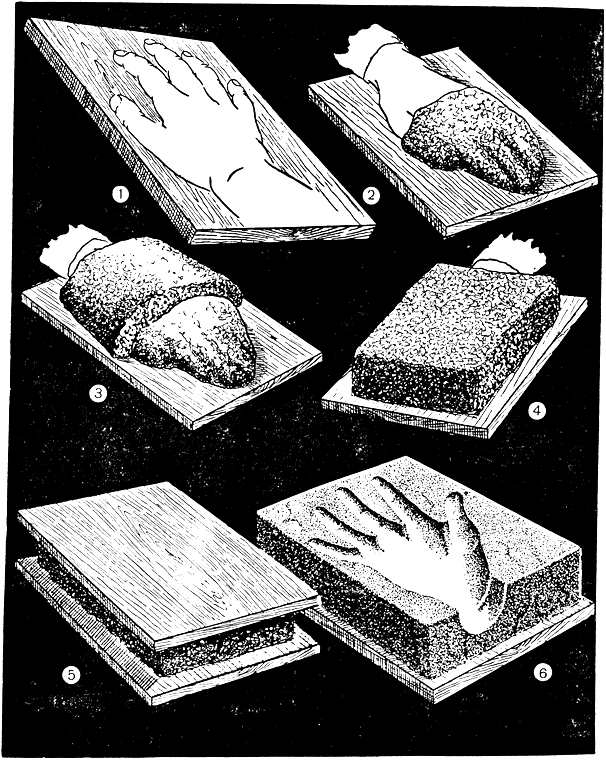
Рис. 249. Изготовление глиняной формы с руки: 1 — рука, положенная на подставку; 2 — наложение первого слоя глины; 3 — наложение второго слоя глины; 4 — наложение третьего слоя глины и выравнивание его; 5 — укладка на глину подкладки; 6 — глиняная форма. |
Отливку слепка руки можно выполнить из цемента.
Теперь познакомимся с изготовлением черновых форм.
Черновые формы снимаются исключительно с вещей, вылепленных из мягких пластичных материалов: глины, пластилина или воска. Черновые формы редко снимаются с отлитой гипсовой модели целиком; чаще всего форма раскалывается на мелкие куски, чем и достигается освобождение отлитой модели.
В зависимости от сложности модели форма может состоять из одной, двух и более частей. Все формы снимаются так, как это мы сейчас разберем на двух примерах.
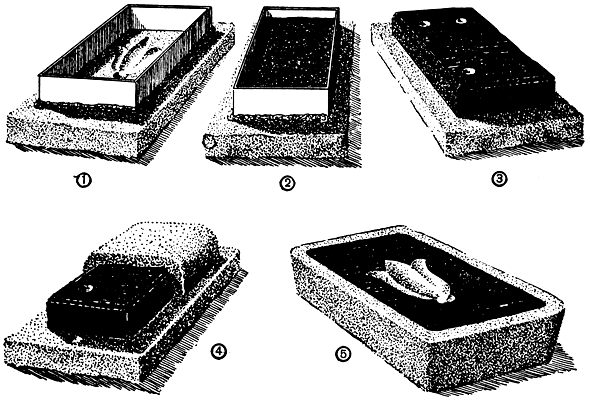
Изготовление черновой формы с рельефных плоских моделей. Черновая форма с плоских моделей изготовляется в следующем порядке. Глиняную модель, предназначенную под черновую формовку, хорошо смачивают водой. (Модели, вылепленные из пластилина и воска, не подвергаются какой-либо подготовке перед формовкой.) Затем разводят гипсовую цветную оплеску, оплескивают ею модель слоем не толще 5 мм и устраивают на оплеске замки в виде грибков. Как только оплеска схватится, накладывают поддерживающий слой из белого гипсового раствора. После схватывания гипсового раствора примерно через 40—60 минут приготовленную форму слегка отделяют от щита при помощи клина, образуя тем самым небольшую щель. В щель с избытком льют воду. Вода размачивает глину, и форма легко снимается. Если форма изготовляется с мягкой глиняной модели, она легко снимается и без смачивания глины водой.
|
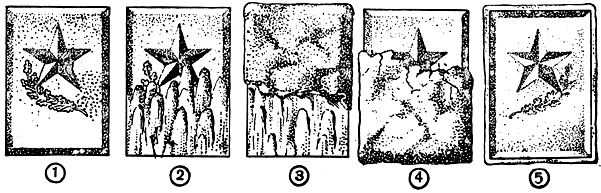
Рис. 250. Изготовление черновой формы с плоской модели: 1 — модель; 2 — нанесение оплески; 3 — нанесение поддерживающего слоя; 4 — расколотка формы; 5 — форма. |
Снятую форму просматривают, выбирают из нее при помощи деревянного инструмента или ножа оставшиеся кусочки глины; после чего форму хорошо промывают водой, освобождая ее от возможных мельчайших частиц глины, засоряющих резкость рисунка. Промывку формы водой лучше производить с помощью спринцовки. Оставлять долго глиняную модель в черновой форме не рекомендуется, так как высохшая глина с трудом вынимается и вымывается из формы. Снятая черновая форма после удаления из нее глины должна быть быстро использована для отливки из нее изделия. От долгого хранения форма сохнет и коробится, давая искаженные отливки. Таким образом снимают форму с плоских моделей.
|
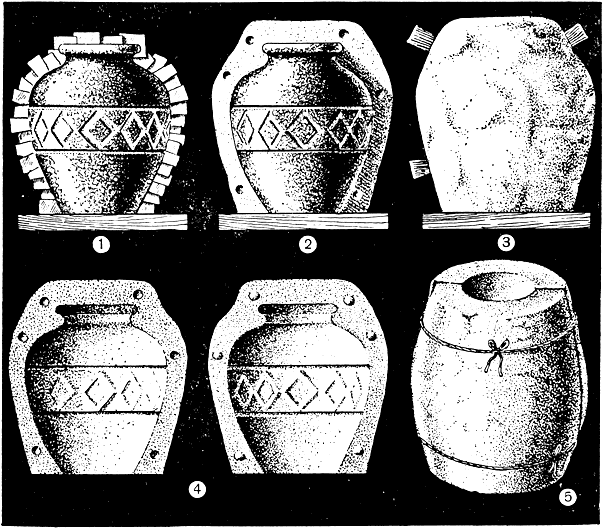
Рис. 251. Последовательное изготовление черновой формы с объемной модели: 1 — постановка пластинок; 2 — первая половина формы; 3 — разъемка половинок формы; 4 — половинки формы; 5 — общий вид формы, подготовленной для отливки. |
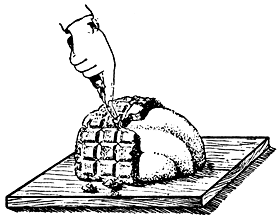
Изготовление черновой формы с объемных моделей. Вылепленную модель, например кувшина, хорошо смачивают водой до полного насыщения. Снять целую форму с кувшина можно, но выбрать из нее глину не представляется возможным. Поэтому форму необходимо изготовлять из двух половинок.
Модель разделяют на две части с помощью специального бортика. Бортик образуется из пластинок тонкой жести или фольги. Размеры пластинок должны быть не длиннее 60 миллиметров и не шире 40 миллиметров. Пластинки вставляют в модель на глубину 10—15 миллиметров так, чтобы они плотно прилегали друг к другу. Лучше всего их вставлять с таким расчетом, чтобы каждая вставляемая пластинка на 2—3 миллиметра перекрывала предыдущие.
Вставив пластинки и смазав их смазкой, приступают к изготовлению первой половины формы. Оставшуюся вторую часть модели закрывают мокрой тряпкой или бумагой, предохраняя ее от попадания капель гипсового раствора. Затем приготовляют гипсовую цветную оплеску. Ее накосят на модель снизу, постепенно переходя вверх. На оплеске делают замки-грибки. После схватывания гипсового раствора приступают к нанесению поддерживающего слоя — более толстого слоя раствора белого гипса.
После нанесения и схватывания поддерживающего слоя и полного схватывания гипса пластинки вынимают и устраивают на кромках первой половины формы лунки, то-есть небольшие, 5—10 миллиметров, углубления, просверливая их формовочной лопаткой или ножом.
Лунки устраивают для того, чтобы на второй половине формы образовать выпуклости. В целом это называется замком. Замок обеспечивает точное соединение половинок между собой и не дает им возможности сдвигаться во время отливки модели.
Кромки формы с просверленными лунками смазывают смазкой. С модели снимают тряпку или бумагу, удаляют попавшие крошки гипса и приступают к устройству второй половины формы.
Вторая половина формы устраивается точно так же, как и первая. Сначала на модель наносят цветную оплеску, и устраивают на ней замки-грибки. На оплеску наносят поддерживающий слой. Как только гипсовый раствор затвердеет, приступают к разъемке половинок формы.
В швы между половинками формы вставляют клинышки, слегка их вбивают, разъединяя тем самым половинки.
В отверстия, образовавшиеся между половинками формы и глиняной моделью, вливают небольшое количество воды. Вода размачивает глину, и половинки формы легко снимаются с модели.
Изготовленную форму хорошо очищают от всех кусочков глины, хорошо насыщают водой, связывают и производят отливку.
Отливку следует делать не массивную, а так называемую пустотелую — полую. Полая модель легче, и на нее идет меньше материала. Для отливки приготовляют небольшое количество гипсового раствора, вливают его в крепко связанную веревками форму и начинают форму перевертывать во все стороны, но так, чтобы гипсовый раствор не выливался из отверстия. Таким образом, гипсовый раствор окатывал, то-есть покрывал, тонким слоем всю форму. После первой окатки производят вторую и третью. За три раза окатки в форме образуется гипсовая стенка толщиной в 2—5 сантиметров, что зависит от размера модели.
Существуют два способа подготовки черновых форм перед отливкой из них моделей.
Первый способ заключается в том, что снятую форму хорошо насыщают водой, то-есть кладут ее в воду на 20—30 минут. Затем внутреннюю сторону вынутой из воды формы смачивают мыльной водой так, чтобы на форме не остались пузыри, и наливают в форму приготовленный гипсовый раствор.
Второй способ подготовки формы мало распространен, но для начинающих больше пригоден. Изготовленную форму 2—3 часа сушат, затем покрывают спиртовым лаком, после его высыхания смазывают смазкой и наливают в нее гипсовый раствор.
Второй способ достаточно проверен и хорошо себя оправдал.
Гипсовый раствор наливается в форму на самую высокую ее точку. Это делается для того, чтобы раствор равномерно стекал и заполнял все углубления, одновременно вытесняя из них воздух.
Если влить в форму сразу большое количество гипсового раствора, он может задержать выход воздуха из различных углублений формы. В этом случае образуются воздушные мешки, препятствующие заполнению формы гипсовым раствором, и отлитая модель окажется с браком.
Когда форма закрытая, состоящая из двух половинок, как, например, форма с вазы, то обе половинки ее смазывают смазкой, соединяют вместе, связывают крепко веревкой в двух-трех местах и вливают в форму сначала небольшое количество гипсового раствора. Форму повертывают во всех направлениях, для того чтобы налитый гипс мог покрыть всю форму тонким слоем. После первой окатки приготовляют вторую порцию гипсового раствора, вливают его в форму и производят повторную окатку. Так постепенно наращивают слои гипса, доводя его толщину до 2—5 сантиметров.
Часа через два, когда гипсовый раствор затвердеет в форме, приступают к выемке модели. Так как модель не всегда вынимается из формы, форму очень часто приходится расколачивать, то-есть разбивать на мелкие куски. Расколотку ведут различно. В одном случае скалывание материала формы производят с помощью зубила, стамески и молотка; в другом случае материал формы окалывают толстым ножом. В том и другом случае следует соблюдать осторожность, чтобы не повредить отлитую модель. Этому хорошо способствует цветная оплеска, которая предупреждает, что через 5 миллиметров находится модель.
|
Рис. 252. Расколотка формы с мелкой модели. |
Когда форма подготовлена по второму способу, расколотка производится очень легко. Если форма снята с мелких вещей, то до расколотки поверхность формы следует разделить на мелкие части — куски, не более одного сантиметра, надрезав по их кромкам полоски, бороздки ножом или другим инструментом. Оплеску следует также слегка надрезать и снимать отдельными кусочками.
После расколотки освобожденную модель исправляют. Если гипс недостаточно белый, модель протирают мелкосеянным мелом или зубным порошком.
На моделях, отлитых из черновых форм, имеются некоторые дефекты: шероховатости, недостаточно резко выраженные морщины, складки, линии, мелкие раковины (впадины), которые требуют исправлений или, как говорят, расчистки.
Прежде всего мелкие раковины замазывают приготовленным гипсовым раствором. Затем с помощью металлического стека или ножа приступают к расчистке модели. Шероховатые места сглаживают наждачной или стеклянной шкуркой. Просушив изделие, для белизны его можно натереть зубным порошком с помощью кисточки.
Теперь познакомимся с изготовлением клеевых форм.
Из черновой формы редко удается получить несколько изделий, так как обычно при первой отливке она расколачивается.
В том случае, когда необходимо отлить несколько изделий, делают клеевую форму. Разберем более подробно изготовление клеевых форм с разных моделей.
Клеевые формы изготовляются различно и только с жестких моделей, сделанных из камня, металла и чаще всего гипса.
|
Рис. 253. Изготовление клеевой формы с плоской модели. 1 — устройство бортиков вокруг модели; 2 — заливка модели клеем; 3 — срезание кромок и устройство лунок; 4 — устройство кожуха; 5 — общий вид формы. |
Для того чтобы сделать поверхности гипсовых моделей более гладкими и закрыть на них поры, их покрывают до формовки один-два раза спиртовым лаком.
Изготовление клеевой формы открытым способом. Нам необходимо изготовить клеевую форму с плоской модели, например с листа, наибольшая высота которого равна 30 миллиметрам. Сначала изготовляют гипсовую плиту такого размера, чтобы она была по ширине и длине больше модели на 50—70 миллиметров. Модель укрепляют на гипсовой плите, подмазывают трещины гипсом или глиной и покрывают спиртовым лаком. На расстоянии 1,5—2 сантиметров от модели устраивают барьерчик — бортик из деревянных планок, глины, гипса, жести. Высота его 40—45 миллиметров, то-есть на 10—15 миллиметров выше самой высокой части модели. Чтобы клей не протекал под барьерчик, места его примыкания к гипсовой плите, то-есть швы, промазывают с наружной стороны глиной, гипсом, а с внутренней стороны модель, барьерчик и плиту смазывают смазкой. Если на модели есть ажурный рисунок, то излишнюю смазку из него выбирают мягкой кисточкой.
Затем модель до краев барьерчика или несколько ниже заливают приготовленной и остуженной до 50—60 градусов клеевой массой. Более высокая температура клея нежелательна, так как она будет смывать смазку. После застывания клея, через 18—20 часов, барьерчик снимают, клеевую форму освобождают от модели и приступают к отливке изделий, предварительно смазывая форму смазкой.
При отливке изделий форму необходимо укладывать на гладкую и ровную поверхность. Если же под формой окажется какой-либо мусор, форма выгнется и отливка будет кривой. Для предохранения клеевой формы от прогибов и перекосов во время отливки ее лучше всего поместить в кожух — ящик, обычно изготовляемый из гипса. Кожух изготовляют следующим образом: ножом обрезают с наружной стороны острые кромки формы и на ее плоскости вырезают несколько небольших лунок-ямок глубиной 0,5 миллиметра, шириной 10—20 миллиметров. Ямки служат для образования замков на кожухе. Замки в дальнейшем необходимы для правильной установки форм в кожух. Затем надевают на модель форму, смазывают смазкой поверхность и края плиты, разводят гипс и обмазывают им форму толщиной слоя в 10 миллиметров.
Чтобы придать кожуху большую прочность, в несхватившийся гипс укладывают тонкие драницы, проволоку или смоченную в разведенном гипсе паклю и вторично обмазывают кожух разведенным гипсом. Гипс разравнивают, создавая толщину кожуха в 20—30 миллиметров. После схватывания гипса кожух снимают с клеевой формы, а клеевую форму снимают с модели.
Изготовленная форма пригодна для отливки изделий, но она может быстро разрушиться. Для предохранения клеевой формы от разрушения ее дубят. Для этого лицевую рабочую сторону формы посыпают тальком, слегка протирают всю рабочую сторону сухой мягкой кистью, удаляют излишки талька и промывают при помощи кисти охлажденным раствором квасцов. Скопившийся в углублении раствор квасцов выбирают с помощью сухой кисти или ватки.
Продубленную форму просушивают около часа и вторично пропитывают квасцами. После второй пропитки ее просушивают около 5—6 часов при легком проветривании. Необходимо помнить о том, что без присыпки тальком квасцы не впитаются в жирную поверхность формы. Тальк обезжиривает форму.
Кожух надо также подготовить, то-есть просушить и хорошо покрыть спиртовым лаком (лучше сначала проолифить, а затем покрыть лаком). Клеевая форма должна находиться только в сухом кожухе. Это необходимо потому, что от соприкосновения с влажной поверхностью кожуха она набухает, увеличивается в объеме, изменяет свою первоначальную форму и искажает тем самым отливку. Чтобы облегчить извлечение формы из кожуха, внутреннюю поверхность кожуха рекомендуется также посыпать тальком.
Таким образом изготовляются клеевые формы с плоских моделей. Изготовлять формы с высоких моделей таким способом, как с плоских моделей, нельзя. Стенки таких форм будут очень толсты и потребуют много клея. Поэтому их необходимо изготовлять закрытым способом.
Изготовление клеевой формы закрытым способом. Изготовление клеевых форм с высоких моделей производится другим способом. Если изготовлять форму, как указано выше, то в отдельных местах слой клея будет очень толстым. Толстая форма не эластична и не экономична. При отливке толстой формы может произойти поломка недостаточно окрепшего материала (изделия) и даже модели, с которой ее изготовляют. В связи с этим клеевая форма должна быть не тоньше 5 миллиметров и не толще 25 миллиметров; она должна быть тонкой, свободно выгибаться и не портить отливных изделий.
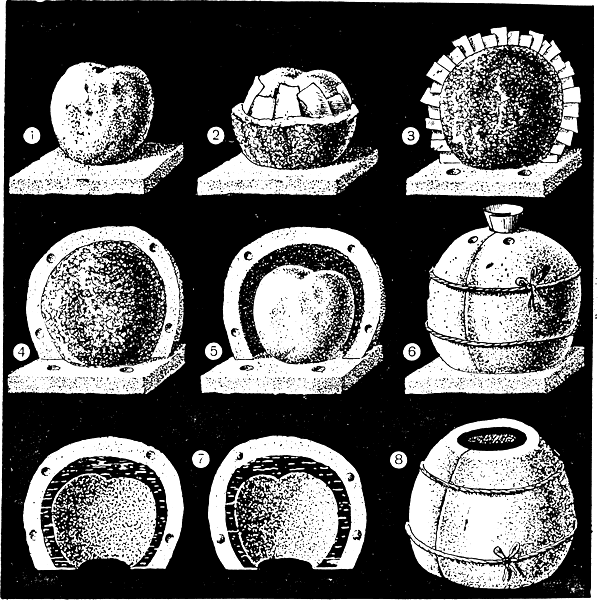
Например, необходимо изготовить форму с яблока. Для изготовления такой формы делают гипсовую плиту, чтобы она была больше основания яблока по всем сторонам на 50—70 миллиметров. Модель устанавливают на плиту и хорошо с ней скрепляют. Затем все покрывают спиртовым лаком. После этого модель обертывают в один слой газетной бумагой для предохранения ее от загрязнения глиной. Далее берут мягкую глину, придают ей форму куба или кирпича и нарезают ее с помощью нитки на пластины толщиной в 15—25 миллиметров, что зависит от размера модели. Для небольшой модели — 15 миллиметров, для большой — 25 миллиметров. Нарезанными глиняными пластинами обкладывают модель. При этом следят за тем, чтобы глина была хорошо разглажена.
Затем вокруг модели на плите в разных местах на расстоянии 5 миллиметров от глины сверлят лунки для устройства замков. Замки устраняют смещение кожуха с модели при заливке клея и одновременно служат метками, указывающими место расположения кожуха при его сборке. Лунки очищают от гипсовой стружки, затем края плиты с выбранными лунками смазывают смазкой.
Так как снять целый кожух с такой модели невозможно, его делают разъемным, состоящим из двух половинок, для чего в глину вставляют пластинки, и таким образом делят модель на две равные части. Затем глину смачивают водой. Потом пластинки смазывают смазкой и разводят гипсовый раствор. Гипсовый раствор намазывают на одну половину модели, изготовляя первую половину кожуха. Как первую, так и вторую половину надо хорошо армировать пенькой, проволокой, паклей.
Как только гипс схватится, пластинки вынимают, кромки первой половины кожуха хорошо выравнивают, устраивают на них лунки, смазывают их смазкой и изготовляют вторую половину кожуха. Толщина кожуха бывает разная. Для моделей средних размеров она не должна превышать 3 сантиметров. Более толстые кожухи неэкономичны, требуют много материала и тяжелы. Лучше всего делать тонкие кожухи, хорошо их армируя. Через 30—60 минут после изготовления второй половины кожух снимают с глины, а глину и бумагу удаляют с модели. Если теперь кожухом накрыть модель, то между моделью и внутренней стороной кожуха образуется пространство, полученное от снятого слоя глины. В полученное пространство наливают жидкий клей, который, застывая, образует клеевую форму. Для этого вверху кожуха на его середине просверливают отверстие диаметром 40—60 миллиметров для заливки клея. По краям кожуха над самыми высокими частями модели просверливают несколько отверстий меньшего диаметра — в 5—10 миллиметров. Они предназначены для выхода воздуха из кожуха при заливке в него клея. Если этого не сделать, воздух, скопившись под кожухом, не даст возможности клею залить модель и форма испортится. Кроме того, клей при застывании увеличивается в объеме (расширяется), его излишек выходит через эти отверстия, образуя в дальнейшем замки.
|
Рис. 254. Изготовление клеевой формы с объемной модели: 1 — модель, укрепленная на гипсовой плите; 2 — обертывание модели бумагой и накладывание глины; 3 — установка бортика из пластинок; 4 — первая половина кожуха; 5 — пространство для клея; 6 — подготовка формы к заливке клея; 7 — половинки формы и кожуха; 8 — общий вид формы. |
Отверстия сверлят на конус так, чтобы с внутренней стороны они были шире, а с наружной уже. Это позволяет легко снимать кожух с застывшего клея. Для заливки клеем больших моделей рекомендуется сверлить не одно, а два отверстия в разных местах. Через эти отверстия клей наливают одновременно.
Если вливать клей в одно отверстие, то, проходя большое пространство, он охладится в пути, не зальет всю модель, и это приведет к браку. Отверстия рекомендуется сверлить над гладкими местами модели. Это необходимо потому, что при наливании клея смазка часто смывается, клей пристает к модели и портит ее рельеф. Исправить повреждение на гладком месте легче, чем в местах с рельефным рисунком.
Просверлив все отверстия в кожухе, его внутреннюю сторону покрывают два раза спиртовым лаком; модель края плиты и внутреннюю сторону кожуха хорошо смазывают смазкой. Кожух дополнительно посыпают по смазке тальком и накрывают им модель так, чтобы замки попали на свои места. Чтобы клей при заливке не вытекал из швов, места соединения кожуха с плитой промазывают глиной или гипсом. Плиту привязывают к кожуху веревками или накладывают на кожух какой-либо тяжелый груз. Это делают для того, чтобы клей, расширяясь, при схватывании не поднял кожух, а, наоборот, давил на модель, заходил во все рельефные места, образуя тем самым на форме более четкий рисунок. Расплавленный клей наливают в кожух с помощью воронки объемом не менее 0,5 литра, которую изготовляют из кровельного железа, картона или глины. Воронку устанавливают на кожухе, а место соединения с наружной стороны промазывают глиной или гипсом. Внутреннюю сторону воронки смазывают смазкой и наливают клей.
Клей наливают через воронку, заполняя тем самым пустое пространство между моделью и кожухом. В тех случаях, когда через отверстия для воздуха начинает вытекать клей, их замазывают глиной. Клеем заливают воронку полностью. Высокий уровень клея в воронке повышает давление клея в форме, и на ее поверхности не будет пузырей и раковин, понижающих качество формы. После застывания клея кожух снимают с клеевой формы, а форму снимают с модели.
Так как снять форму с модели в целом виде невозможно, то ее режут с помощью острого ножа на две части. Резать желательно по шву кожуха. Затем клеевую форму обезжиривают, дубят, просушивают, покрывают кожух лаком — и она готова для отливки из нее изделий.
Форма, изготовленная закрытым способом, более долговечна, потому что клей становится более плотным и рисунок на ней образуется резче.
По указанному способу можно изготовить форму с любой объемной модели. В том случае, когда модель сложная, форму приходится резать не на две, а на три и более частей. Кожух же изготовляется чаще всего из двух частей.
Таким образом, мы познакомились с изготовлением клеевых форм с плоских и объемных моделей. Но как быть, когда нет клея, а нужно размножить, то-есть отлить несколько отливок с вылепленной и отлитой из черновой формы гипсовой модели? Оказывается, что, кроме клеевой формы, имеется так называемая кусковая, или гипсовая, форма. Таким образом, когда нет клея, но есть гипс, можно изготовить гипсовую форму.
Необходимо указать на то, что изготовление гипсовой формы много сложнее, чем клеевой, так как гипсовая, или кусковая, форма редко состоит из одного или двух кусков. Чаще всего она состоит из нескольких кусков.
Мы разберем изготовление кусковой формы на самых простых моделях. Необходимо указать, что кусковые формы делаются только с прочных моделей, изготовленных из гипса, камня, дерева, металла. Гипсовые и деревянные модели надо обязательно закрепить, то-есть покрыть два раза спиртовым лаком.
В данном случае мы расскажем об изготовлении самых простых кусковых форм. Например, у нас имеется модель яблока. С этой модели следует изготовить кусковую форму для отливки нескольких изделий.
Самая простая форма может состоять из двух кусков: первого и второго, или нижнего и верхнего. Прежде чем приступить к изготовлению формы, модель следует подготовить.
Гипсовую модель прежде всего покрывают один-два раза спиртовым лаком и, после высыхания лака, смазывают смазкой.
До формовки модель следует разделить по высоте на две части так, чтобы с них легко снимались половинки форм. Если половинки будут заклиниваться, из них нельзя будет вынуть отливки, не испортив формы. Затем модель надо положить в песок или обсыпать влажным песком так, чтобы из него выступала только одна половина модели, предназначенная для формовки.
|
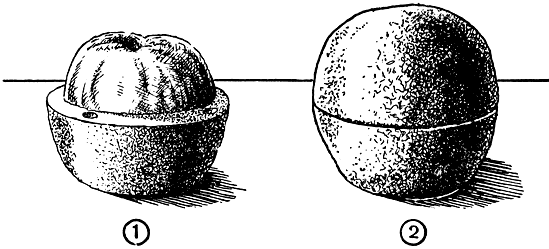
Рис. 255. Форма из двух кусков: 1 — закладка нижнего куска; 2 — общий вид формы. |
После этого разводят гипсовый раствор и оплескивают им модель тонким слоем. На первый несхватившийся слой гипса наносят второй слой, хорошо заглаживая его. Толщина слоев гипса или стенок формы должна быть 20—25 миллиметров.
Как только нанесенный гипс схватится, а это случится через 40—60 минут, модель вынимают из формы, кромки формы выравнивают, то-есть обрезают ножом и сверлят на них две-три лунки. Лунки нужны для того, чтобы и другой кусок мог образовать в них замки.
Затем кусок хорошо обметают от крошек гипса с помощью кисти, ставят модель в форму, смазывают кромки формы и модель смазкой и приступают к закладке или изготовлению второго куска. Второй кусок закладывают так же, как и первый: то-есть, приготовляют гипсовый раствор, наносят его на модель тонким слоем, на тонкий слой наносят второй слой гипса. Как только гипс хорошо схватится, всю наружную поверхность формы обрезают и куски разнимают. Изготовленная форма пригодна для отливки полых изделий.
Перед отливкой внутренняя сторона двух кусков формы смазывается смазкой. Затем приготовляется порция гипсового раствора. Гипсом заполняют только одну половину формы и закрывают ее второй половиной, повертывая при этом в разные стороны. Раствор окатывает всю форму, покрывая ее стенки 15—20-миллиметровым слоем гипсового раствора.
Как только гипс схватится, форму разъединяют и вынимают отлитое изделие. Для прочности форму после отливки следует просушить, покрыть два-три раза спиртовым лаком.
Отливка изделий из форм производится так, как об этом говорилось выше. При отливке гипсовых изделий в клеевых формах отливок следует вынимать из формы не позднее 25—30 минут после заливки формы гипсом. Цементные изделия отливать в клеевых формах нельзя, а только в кусковых. Выдерживать отливок надо 3—5 дней.
Как мы уже говорили, для лепки необходимы различные инструменты и приспособления. Некоторые инструменты и приспособления легко могут сделать сами члены кружка «Умелые руки», такие, например, как стеки, подставки, мольберты и т. д.
Стеки. Деревянные стеки вырезают из сухой древесины при помощи острого ножа или стамески. Обработав стек ножом, его очищают наждачной бумагой или куском стекла. Для прочности стек хорошо пропитать олифой или любым растительным маслом, дав ему просохнуть после этого 2—3 дня.
Для срезания лишней глины и вырезки углубленных мест применяются стеки с металлическими наконечниками. Изготовляют деревянные черенки. Затем берут 2—3-миллиметровую медную или железную проволоку, режут ее на куски длиной в 10—15 сантиметров и придают ей нужную форму. На концах проволоки загибают крючки. Затем с каждой стороны деревянного черенка прорезают желобки, внизу которых шилом или гвоздем прокалывают отверстия. В эти отверстия вставляют крючки проволоки и скручивают их тонкой проволокой. Наконечники сплющивают при помощи молотка. На концах некоторых наконечников пропиливают напильником зубчики. С их помощью лучше срезается засохшая глина.
|
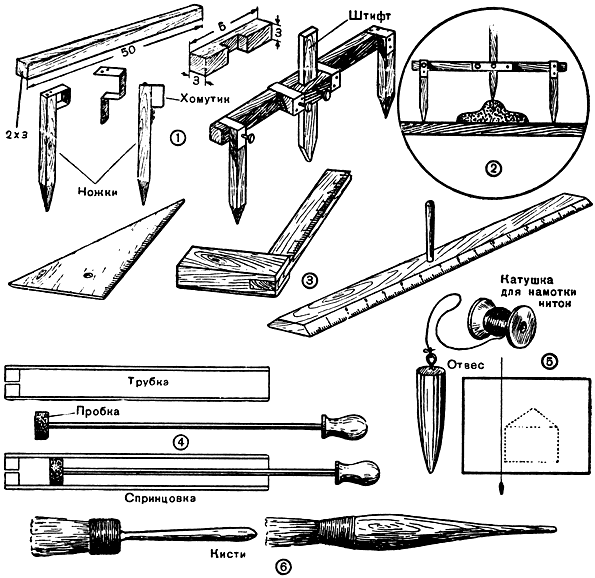
Рис. 256. Самодельные инструменты и приспособления, необходимые при лепке: 1 — мерник и его изготовление; 2 — измерение мерником высоты модели; 3 — угольники и линейка; 4 — спринцовка и ее детали; 5 — отвес и образование им линии; 6 — кисти. |
Стеков лучше сделать три-пять, разных размеров и формы.
Применяются при лепке и металлические стеки, которые можно сделать из медной, алюминиевой или железной проволоки с помощью молотка и напильника.
Металлический циркуль можно купить в магазине, а деревянный легко сделать самому. Обычно циркуль состоит из двух ножек с острыми концами, соединенными винтом. Изготовить циркуль не представляется особой трудности. Берут фанеру толщиной в 5 миллиметров, из которой вырезают планки, а лучше стругают толщиной в 1 сантиметр, шириной в 2—2,5 сантиметра две планки, длиной по 25—30 сантиметров и придают им форму иглы, то-есть вверху шире, а внизу уже. Планки складывают вместе, просверливают вверху отверстие, куда вставляют винт-барашек или тонкий болтик с гайкой. Если таких винтов нет, планки можно просто соединить обычным шурупом, который при ослаблении ножек подвертывают. На нижние концы ножек следует вставить тонкие гвозди или прибить железные наконечники из кровельного железа и жести; на рисунке (рис. 248 (5) показано устройство циркуля.
Циркули-пантографы бывают металлические и деревянные; те и другие продаются в магазинах, но могут быть легко изготовлены. Как самим сделать циркуль-пантограф, мы рассказали на страницах 132—134.
Мерник изготовляется следующим образом: вырезают из жести или кровельного железа четыре полоски длиной 10 сантиметров, шириной 2—3 сантиметра. Из двух полосок делают скобки такого размера, чтобы они могли охватить направляющую. Скобки прибивают к двум ножкам и надевают на них направляющую, по которой они должны свободно передвигаться. Затем берут кусок дерева сечением 2—3 сантиметра, длиной 5 сантиметров, необходимого для изготовления движка. На движке вырезают паз сечением 2—3 сантиметра, то-есть такого размера, чтобы в него мог свободно входить штифт. Движок прибивают скобками к направляющей и вставляют в отверстие линейку. Собрав мерник, то-есть надев ножки и штифт, можно считать, что он готов для измерения. Ножки и штифт движутся по направляющей, и их приходится устанавливать в нужных местах неподвижно. Для их закрепления на одном месте надо ввернуть тонкие шурупы. Движок укрепляется двумя шурупами. Одним — сам движок, а другим — штифт, выдвигаемый и опускаемый на любую высоту (рис. 256).
Кисти можно купить, а можно и самим изготовить из конского волоса или щетины. Изготовляют их так: берут пучок волоса или щетины, выравнивают их концы и с одной стороны связывают в одном или в двух местах крепким шпагатом, после чего один конец обрезают, делают деревянную ручку с одним заостренным концом и насаживают на него связанный пучок волос или закрепляют его в металлическую обойму.
Спринцовку изготовляют так. Берут кусок металлической трубки длиной 30—40 сантиметров, с внутренним диаметром от 2 до 4 сантиметров. Ржавую внутри трубку необходимо прочистить, навернув на палку тряпку, смочить ее водой, посыпать наждачным порошком или мелкотолченным и просеянным кирпичом. Вставить ее и двигать по трубке. Очистив трубку, один конец ее заливают свинцом толщиной в 2—3 сантиметра или затыкают деревянной пробкой, в которых сверлят отверстие в 1—2 миллиметра. Затем делают поршень, то-есть берут деревянный или железный прут диаметром от 6 до 12 миллиметров (деревянный берут толще). Длина поршня на 5—10 сантиметров больше диаметра трубки. На одном конце его укрепляют деревянную муфточку диаметром на 5—6 миллиметров меньшего размера, чем внутренний диаметр трубки. Муфточку обматывают льном или тряпкой, но так, чтобы она туго входила в трубку. Обмотку смазывают машинным маслом, тавотом или вазелином. На другом конце прута делают ручку, и спринцовка считается готовой. Для плавности хода поршня на втором конце желательно вставить вторую пробку, сделав в ней отверстие по диаметру прута.